
想要深入了解DN150球墨管全管水浸产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
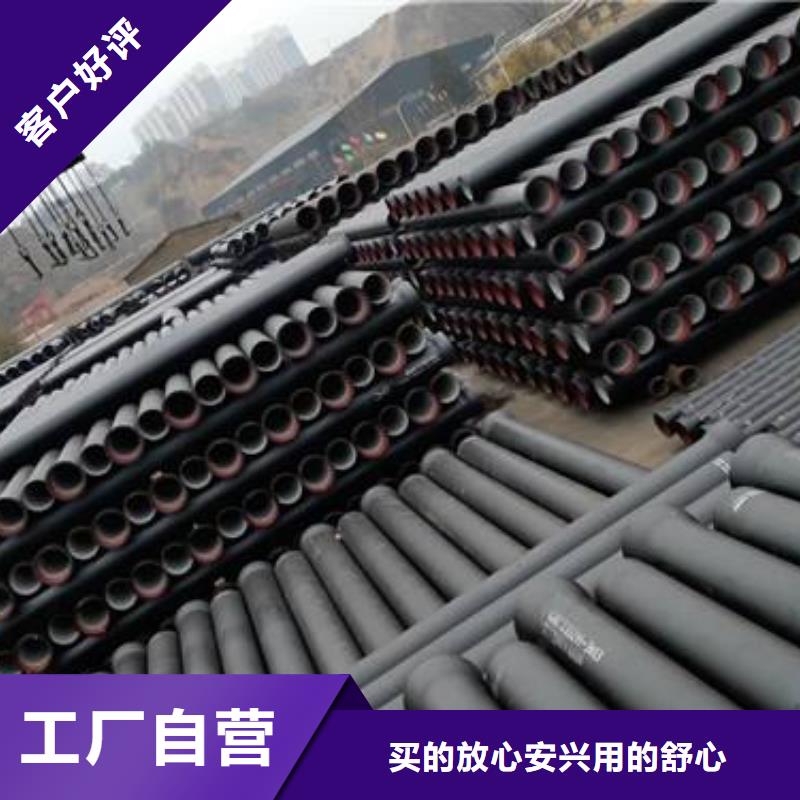
以下是:DN150球墨管全管水浸的图文介绍

飞翔铸业有限公司(桂林分公司)经营的产品有 球墨管,公司所所供客户遍布全国多个省市,公司立足广西桂林,在国内 球墨管市场业内树立了良好的口碑,同时也得到了广大新老客户的认同。 一直以来公司一直秉持“质量是生命,责任是核心”为公司宗旨,把“只有满足客户的利润,才能实现公司的利润,只有实现公司的利润,才能实现个人的利润”为公司的日常经营理念,勤奋、踏实、坚韧、宽广 为公司的企业精神,为客户提供高强度钢材的解决方案作为我们的核心目标。


球墨铸铁管件的球化率是炉前检验球铸铁棒材在其生产过程中是不可缺少的一环,直接关系到球墨铸铁型材的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁棒质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面飞翔铸造小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。



球墨铸铁管件内外表面必须光洁,不允许有裂缝、冷隔、错箱等妨碍使用的明显缺陷,凡使壁厚减薄的局部缺陷允许存在,但其深度不得超过(2+0.05T)mm其中T为管体壁厚。球墨铸铁管件法兰备用轮廓清晰,不允许有影响使用的铸造缺陷。征得需方同意,不影响使用的局部缺陷可予修补,但修补后的管件必须重新进行水压或气密性试验。
球墨铸铁管件涂覆
球墨铸铁管件内外表面可以涂格沥清或其它防腐材料,若有特殊要求,同供需双方协商确定。球墨铸铁管件用地给水时,卫生条件应符合卫生部门有关规定。涂覆前,管件的内外应清理干净,涂覆后,内外表面应光洁,涂层均匀、牢固且不因气候的变化而发生异常。
