


我们的现场实拍视频将带您走进弯管O型弯管畅销本地产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:弯管O型弯管畅销本地的图文介绍


怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



航萧管件有限公司位于经济开发区崂山路物流院内,交通j i为便利。公司常年致力于 烟台蓬莱H型钢拉弯的研发和生产,拥有雄厚的专业技术力量。 公司专营 烟台蓬莱H型钢拉弯系列产品,公司一贯信奉合作来源于诚信,品质来源于实现的行为准侧,致力于互利互惠,资源共享的双赢模式,竭诚欢迎垂询洽谈。


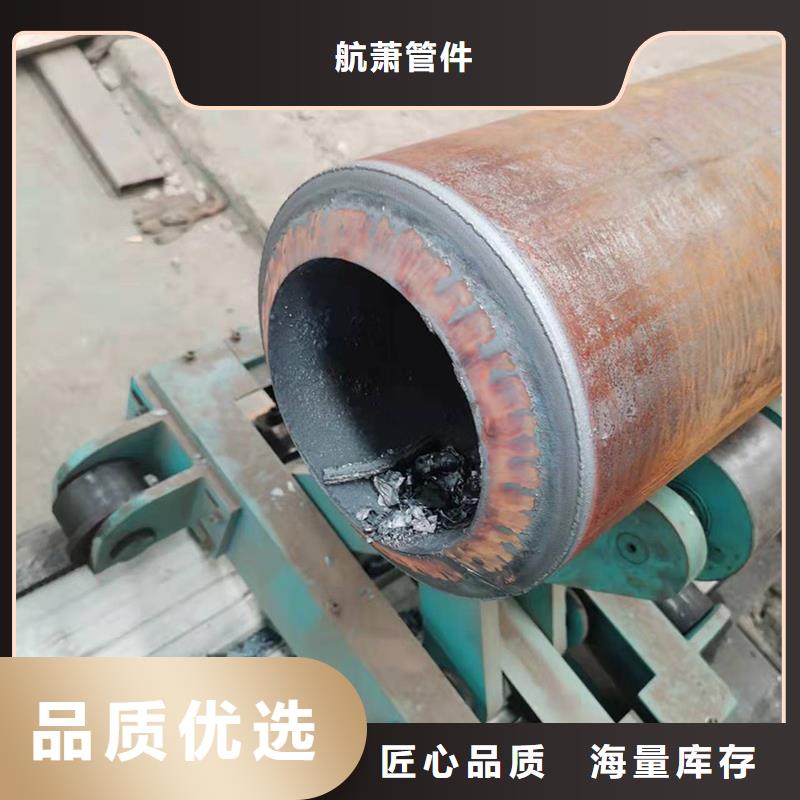
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。 煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。 异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。 扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。



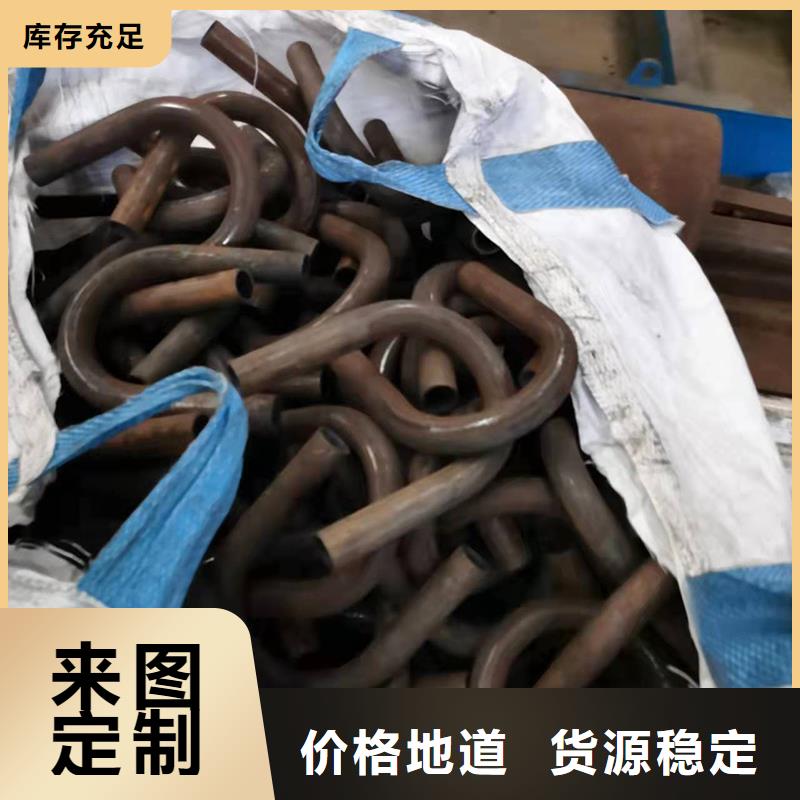
热弯管主要用于建筑圆弧型钢结构,隧道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、淋浴房门、生产线轨道、健身器材等多种行业。 材质主要是碳钢、不锈钢、合金钢等。 热煨弯管分类 1.以材质划分: 碳钢: ASTM/ASME A234 WPB、WPC 合金: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢: ASTM/ASME A860 WPHY 42-46-52-60-65-70 1.以制作方法划分可分为推制、压制、锻制、铸造等。 2.以制造标准划分可分为国标、电标、船标、化标、水标、美标、德标、日标、俄标等。 3.弯头按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 4.若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。


弯管生产加工产品品质的确保。弯管生产过程中,在其中的加工工艺主要参数必须有效选中,只能那样,所生产制造的商品外型吃及其物理性能等检验达标以后才能够 生产制造。出自于制成品品质的考虑到,在开展弯管生产加工的全过程中一定要有效操纵规格尺寸及精密度,防止规格误差的状况出現。 另外在开展生产加工工作的全过程中,也必须确保当场自然环境的优良,而且要提早了解所要生产加工商品的品质规定等。一般会规定弯管生产加工制成品的支管都必须选用管帽开展维护,那样商品在运送的全过程和实生物不容易出現掉下来的状况。 此外,有关弯管生产加工商品的生产制造必须出示相对的检验质量报告和生产制造汇报,并且这种材料也必须开展立即的储存。而且全部的工程施工的工作人员务必要配戴统一的工作服装及其配戴标示牌,当场还要开设显著的工程项目名字及其施工企业等,这一工程项目的动工及其规划许可证准字号都必须开展非常好的储存。 在生产制造期内,有关场所的设计方案规定也务必要考虑性及应用规范。换句话说,在弯管生产加工期内,必须依据安裝用电量设备,严禁出現一切的随意吊线接线的状况,全部的工程施工场地必须维持其人体感应灯光亮。应用到的机器设备必须依照所整体规划的部位及其路线开展出入,干万不可以随意的开展走动。当场全部的原材料必须开展齐整集中化的放置,干万不可以随意的置放。如今必须搞好许多 安保的工作中,周边的维护设备。 弯管生产加工产品品质的确保 总而言之,在全部加工过程中一定要保证。非工作中的工作人员不可进到生产制造当场,另外当场必须依据其规定或是状况来开展配置一些消防的器械。在弯管生产加工完毕以后,应开展机构场地,一些剩下的化学物质必须离场。



